
La fragilisation par l'hydrogène est largement imprévisible et les efforts pour l'éviter doivent commencer au stade de la conception pour déterminer les caractéristiques des pièces et les processus de fabrication ultérieurs.
Éviter la génération d'hydrogène pendant le processus de fabrication et l'absorption d'hydrogène par les fixations élimine le risque de défaillance de la fragilisation par l'hydrogène du processus de fabrication. La fragilisation à l'hydrogène causée par la corrosion environnementale peut être évitée en sélectionnant correctement les méthodes de traitement de surface qui ne produisent pas d'hydrogène.
Les solutions possibles incluent
· Galvanisation mécanique
· Revêtement zinc-aluminium
La fragilisation à l'hydrogène ne se produit que sur les fixations à haute résistance. Si les conditions d'application le permettent, essayez de choisir des fixations inférieures à 320HV.
Si les conditions le permettent, essayez d'éviter le décapage, et s'il est impossible d'éviter, le temps de trempage du décapage doit être réduit au minimum. La solution de décapage doit toujours contenir des ingrédients inhibiteurs. Dans les cas où des fixations à haute résistance doivent être utilisées et où l'hydrogène ne peut pas être complètement éliminé pendant le processus de fabrication, et l'hydrogène est absorbé dans la fixation, comme le décapage et la galvanoplastie, le processus de cuisson de déshydrogénation ultérieur devient critique.
Pour les fixations électroplaquées à haute résistance, afin de réduire le risque de fragilisation par l'hydrogène, la cuisson peut être effectuée immédiatement après la galvanoplastie. Reportez-vous à ISO4042 (Revêtement de placage pour attaches) pour obtenir des conseils. Le but de la cuisson est d'éliminer autant d'hydrogène que possible et de disperser l'hydrogène restant loin de la surface. En raison de l'effet de concentration de contrainte, la surface de l'attache est généralement très sollicitée.
Lors de la galvanoplastie des fixations à haute résistance, elles doivent être cuites dans les 4 heures suivant la galvanoplastie. Fondamentalement, plus la cuisson est précoce après la galvanoplastie, meilleur est l'effet du traitement. L'opération typique consiste à maintenir l'attache à une température de 200 à 230 degrés Celsius pendant 2 heures à 24 heures. Encore une fois, en termes généraux, plus c'est long, mieux c'est. Si l'opération de cuisson est retardée de plus de 4 heures après le placage, la fixation peut avoir subi des dommages irréparables (micro-fissures) (il peut y avoir une contrainte résiduelle locale dans la fixation qui provoque la migration de l'hydrogène vers la zone de contrainte élevée).
Pour les fixations avec contrainte résiduelle, le temps de cuisson est particulièrement critique car les contraintes résiduelles dans les fixations entraîneront la séparation de l'hydrogène près de la surface de fixation en zones de contrainte, y compris les sites de défauts de surface, les inclusions, les défauts, et les zones de fragilisation potentielles.
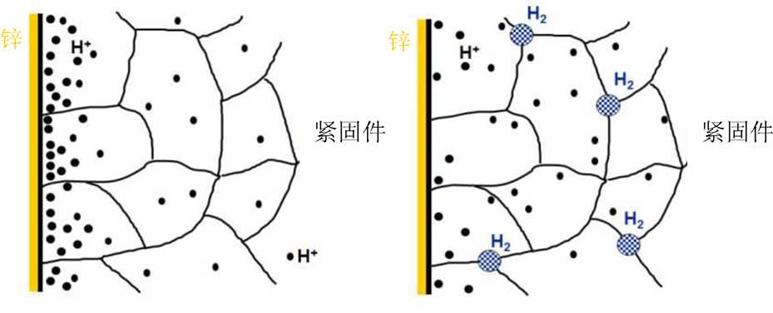
Figure 4: Distribution avant (à gauche) et après (à droite) l'élimination de l'hydrogène
La méthode d'essai pour les fixations est définie par ISO15330, "Test de précharge pour la détection de la fragilisation de l'hydrogène-méthode de la surface d'appui parallèle".
Type de boulon fixations méthode d'inspection de la fragilisation de l'hydrogène
Les tests de précharge doivent être effectués sur les appareils de test appropriés. Comme le montrent les figures 2 et 3, la contrainte supportée par l'attache doit se situer dans son point d'élasticité ou dans la plage de couple de défaillance. Le couple peut être appliqué soit en faisant correspondre des écrous (ou des boulons), soit en tournant une plaque d'acier filetée pour s'assurer que la contrainte requise de la fixation correspondante est dans sa limite d'élasticité; d'autres méthodes de chargement et accessoires dans la plage de couple de rupture sont également autorisés. La contrainte ou le couple doit être maintenu pendant au moins 48h. Toutes les 24 heures, la fixation doit être resserrée à la contrainte initiale ou au couple, tout en vérifiant si la fixation a été endommagée en raison de la fragilisation par l'hydrogène.
Méthode d'inspection de la fragilisation de l'hydrogène des fixations auto-taraudeuses et auto-extrudées
La méthode d'essai de précharge est la même que dans la section 2.1, et le dispositif d'essai approprié est une plaque d'acier. Une rondelle avec une dureté de 300HV peut être utilisée sous la tête de vis pour protéger la plaque d'acier. L'épaisseur minimale de la plaque d'acier est ld, toutes les autres exigences sont les mêmes que pour les boulons, les vis et les goujons.
Joints d'étanchéité
Méthode d'inspection de la fragilisation de l'hydrogène des fixations Plusieurs échantillons de rondelle à ressort sont montés sur des boulons avec le même diamètre nominal de filetage et de rondelle à ressort. Utilisez des rondelles plates pour séparer les rondelles à ressort les unes des autres. La dureté de la rondelle plate doit être supérieure à la dureté de l'échantillon de rondelle à ressort et à sa dureté minimaleEst 40HRC. La rondelle élastique conique doit être testée par paires et l'ensemble doit être serré jusqu'à ce que l'échantillon de laveuse à ressort (sexuel) soit complètement aplati.
Si tous les échantillons du même lot réussissent le test sans fracture ni fissure visible, le matériau du lot est qualifié. Cependant, il est important de noter que le fait de passer le test de fragilisation par l'hydrogène ne fait que réduire le risque potentiel.
Afin d'éviter les problèmes de fragilisation de l'hydrogène causés par le processus de placage, les fabricants de fixations recherchent des moyens d'éviter les problèmes de fragilisation par l'hydrogène, y compris l'utilisation d'un nettoyage à faible teneur en hydrogène et d'un placage à faible teneur en hydrogène, qui vise à réduire le risque de contact avec l'hydrogène. Dans la conception, l'influence de la résistance du matériau sur la sensibilité à la fragilisation de l'hydrogène doit être pleinement prise en compte et le niveau de résistance doit être réduit autant que possible. Dans le processus de traitement, les dommages mécaniques sur la surface des pièces doivent être évités autant que possible; Un processus de galvanoplastie à faible fragilisation par l'hydrogène doit être adopté, et un revêtement de zinc-aluminium sans hydrogène et d'autres méthodes de traitement de surface anti-corrosion doivent être utilisés si nécessaire. Après la galvanoplastie, un processus d'entraînement à l'hydrogène raisonnable doit être adopté pour éliminer strictement l'hydrogène. À l'heure actuelle, bien que le problème de fragilisation de l'hydrogène ne puisse pas être complètement éliminé, avec le développement de nouveaux matériaux, des alternatives de traitement de surface à faible coût peuvent être une percée pour résoudre complètement le problème.





 中文
中文 English
English 日本語
日本語 한국어
한국어 français
français Deutsch
Deutsch Español
Español italiano
italiano русский
русский português
português العربية
العربية Türkçe
Türkçe ไทย
ไทย





